





1 總則
1.1主題內容與適用範圍
本規程規定了彈簧管壓力表的維護、檢修、投運及其安(ān)全注意事項的具體技術要求和實施程序。
本規程適用於化工(gōng)裝(zhuāng)置中在在線使用的精度為1.5級的彈(dàn)簧管壓力表(以下簡稱(chēng)壓力表),其他精度(dù)等級的壓力表亦應參照使用。
1.2 基本工作原理
該壓力表基於彈簧管受壓變形的原理工(gōng)作。
1.3 構成及功(gōng)能
該壓力表主要由彈簧管、機芯、示值機構等部分(fèn)組成。
彈簧管是壓力表的感(gǎn)壓元件,它將壓力變換成(chéng)線性位移。 機芯(xīn)將彈簧管自由端的微小線性位移(yí)轉換成角位移(yí),經過放大後傳給示值機構。
示值機構指示出被測壓力的大小。
1.4 主要技術性能及規格
1.4.1 性能指標
零值誤差:1.5%(有零(líng)值限製釘的除外)
指示基本誤差:±1.5%
回程誤差:1.5%
輕敲(qiāo)位移:0.75%
1.4.2 規格
環(huán)境溫度:-40~60℃
相對濕度:≤80%
測量範圍:-0.1~0MPa至(zhì)0~160MPa
l.5 對維修人員的(de)要求
維修人員應具備(bèi)如下條件:
a.熟(shú)悉本規程及相應的產品說明書等有關技術資料;
b.了解工藝(yì)流(liú)程及該(gāi)壓力表在其中的(de)作用;
c.掌握數學基礎、化工測量儀表(biǎo)及維修(xiū)、化工(gōng)儀表機(jī)械基礎等(děng)方麵的基礎理論知識(shí);
d.掌握壓力表的維護、檢修、投運及常見故障(zhàng)處理的基本技能;
e.掌握常用測試儀器和有關的標準儀器的使用方法。
2 完好條件
2.1 零部件(jiàn)完整,符合技術要求,即:
a.銘牌應清晰無誤;
b.零部件應(yīng)完好齊全(quán)並規格化;
c.緊固件不得鬆(sōng)動;
d.可(kě)動件應靈活;
e.傳動(dòng)齒輪齧合應適宜(yí);
f.端子(zǐ)接線應牢靠(電接點壓力(lì)表);
g.可(kě)調件應處於可調(diào)位(wèi)置;
h.密封件應無(wú)泄漏。
2.2 運(yùn)行正常,符合作用要求,即:
a.運行時,壓力表應達到規定(dìng)的性能指標;
b.正常工況下,壓力表示值應在全量程的20%一80%:
c.壓力表(biǎo)指示平穩,不得有跳動或卡住現(xiàn)象。
2.3設備及環(huán)境整齊、清潔,符(fú)合(hé)工作要求,即:
a.壓力表應清潔、無鏽蝕(shí),漆層應平整、光(guāng)亮、無脫落;
b.刻度(dù)應清晰,字(zì)體應規整;
c.壓力表管路敷設整齊;
d.線路(lù)標號應齊全(quán)、清晰、準確(電接點壓力表)。
2.4技術(shù)資料齊全、準確(què),符合管理要(yào)求,即(jí):
a.說明書、合格證(zhèng)、入廠檢(jiǎn)定證書應齊全:
b.運行記(jì)錄(lù)、故障處理記錄、檢修記錄、校準記錄、零(líng)部件更換記錄應準確無(wú)誤;
c.壓力表上應貼有有效期範圍內的合格標(biāo)誌。
3 維護
3.1 日常維護(hù)
3.1.1 巡回檢查(chá)
每班至少進行兩次巡回(huí)檢查,內容包括:
a.向當(dāng)班工藝人員了解壓(yā)力表運行情況
b.查看壓力表指示是否正常;
c.查看表體、連接管路(lù)、線路、閥門是否有泄漏、損壞、腐蝕;
d.發現問題應及時處理,並做好巡回檢查記錄。
3.1.2 定期維護(hù)
定期維護內容包括:
a.每周(zhōu)進行一次壓力表(biǎo)外部清潔工作(zuò);
b.定期進行壓力表排汙。
3.2 定期校準
3.2.1 校準(zhǔn)周期
校準周期為六個月
3.2.2 校準儀器
標準壓力表:0.4級(jí)
標(biāo)準真空表:0.4級
萬用表(校電(diàn)接點壓力表)
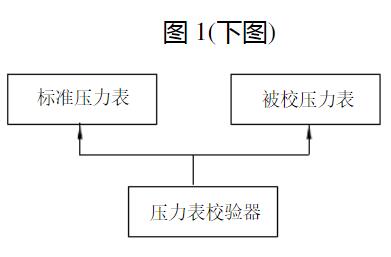
3.2.3 校準接線
校準接線(xiàn)如圖1所示。
3.2.4 零值誤差校準
壓力表在升壓前和降壓反向校準後(hòu),目測(cè)指針與零值分度線的(de)偏差。若超過允(yǔn)許值,應重新定(dìng)針直(zhí)至合格為止。
3.2.5 指示基本誤差校準
校準按標有數字的分度線進行(包(bāo)括零值)。
改變壓力校(xiào)驗器輸出壓力,使標(biāo)準壓力表指(zhǐ)針依次緩(huǎn)緩地停在各個校準分度線上,輕敲表殼後讀取壓力表示(shì)值。在測量(liàng)上限處耐壓3分鍾(重新焊(hàn)接(jiē)的彈簧管應耐壓lO分鍾),然後用相同的方(fāng)法按原(yuán)校準點(diǎn)進行反向校準。若誤差超(chāo)過允許值(zhí),則調整壓力表示值調節螺釘,直至合格為止。
3.2.6 回程誤差校準
回(huí)程誤(wù)差校準與(yǔ)壓力表指示基本誤差(chà)校準同時進行。即正向與反向校準時,同一被校分度線上的示值(zhí)之差,取其(qí)中***大值,如誤差超過允許值,則應檢查處理機芯活動部分,直至合格為止。
3.2.7 輕敲位移校準
輕敲(qiāo)位移(yí)校準(zhǔn)與壓力表指示基本(běn)誤差(chà)校準(zhǔn)同時(shí)進行。即(jí)在正向與反向校準的所有被校分度上,輕敲表殼所引起的指針位移,取其(qí)中***大值,如誤差超過允(yǔn)許值(zhí),則應檢(jiǎn)查處理遊絲和機芯活動部分,直至合格為止。
3.2.8校準質量標準
校準後的壓力表應達到1.4.1條規定的性能指標。
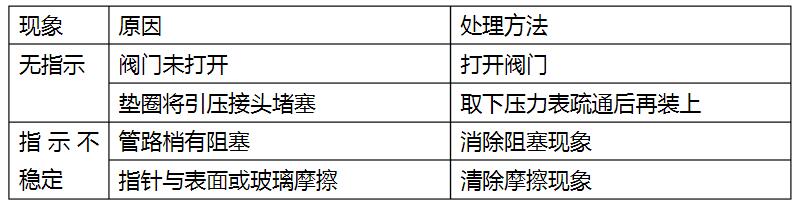
3.3 故障(zhàng)及處理
常見故障及處理方法見下表
4 檢修
4.1 檢修周期
該壓力表(biǎo)每12個月進行一次檢修。
4.2 檢修內容
42.1清除表(biǎo)麵灰塵及油汙。
4.2.2 檢查壓力表接頭處有無堵塞。
4.2.3 檢查傳動部件、齒輪機構是否磨損或損壞。
4.2.4 檢查並擰緊各緊固件。
4.2.5 清洗傳動部件、齒輪機構,並加注相(xiàng)應的潤滑油。
4.2.6 按本規程第3.2條對壓力表(biǎo)進行校準。
4.2.6 檢修後的壓力表按***(部(bù)門)計量檢定規程進行檢(jiǎn)定。
4.3 檢修(xiū)後質量標準
檢修後的壓力表應達到第2條規定的完好條件。
5 投(tóu)運
5.1 投運前的準備工作。
5.1.1 檢查壓力表(biǎo)接頭是否上緊。
5.1.2 檢查導壓管(guǎn)是否堵塞或(huò)損壞。
5.1.3 檢查壓力表接線是否(fǒu)正確(電接點壓力表)。
5.2 投運步驟
5.2.1 將(jiāng)壓力表垂直安裝(zhuāng)在取壓位置上。
5.2.2 緩慢打開(kāi)引壓閥。
5.2.3 檢察管路、閥門(mén)、接頭處有無泄漏(lòu),如(rú)一切正常即投運完畢。
5.3 驗收
5.3.1 逐條(tiáo)檢查檢修項目的完成情況。
5.3.2 檢查壓力表是否達到檢修(xiū)質量標準。
5.3.3 壓力表正常運行(háng)72小時後,由有關技術主(zhǔ)管簽(qiān)收
6 安全注意事項
6.1 維護安全注意事項
6.1.1 維護必須由兩人以上作(zuò)業(yè)。
6.1.2 對(duì)可(kě)導致工藝參數波動的(de)作業(yè),必須事先取得工藝人員的認可(kě)。
6.1.3 壓力表排汙時,應采取(qǔ)相應的安全措施。
6.2 檢修(xiū)安全(quán)注意事項
6.2.1 對運行儀表的檢(jiǎn)修(xiū)必須辦理檢修工作票。
6.2.2 拆卸壓力表時(shí)應首先截斷引(yǐn)壓(yā)閥,打開排汙閥或稍稍鬆開(kāi)壓力表接頭,待(dài)壓力表指針回零後(hòu)再進行拆卸。
6.2.3 對測量腐蝕(shí)性介質的壓力表,檢修前應進行衝洗或中和。
6.2.4 氧壓表檢修後必須進行(háng)脫脂處理。
6.2.5 不規範、不合格的零配件不準(zhǔn)使用。
6.3 投(tóu)運安全注意事(shì)項
6.3.1投運必須兩人作業。
6.3.2 投運前應(yīng)與工(gōng)藝人員聯係。
6.3.3 投運帶聯鎖(suǒ)的壓力(lì)表(電接點壓力表),應采取(qǔ)相應的安全措(cuò)施。
6.3.4 壓力表在投運時應緩慢地升壓,不能使指針猛然上升,以免損壞壓力表
- 2023-09-20
北(běi)京恒升偉業 HSIN685智能數字壓力校驗儀 - 2025-02-25
靜壓式液位計的檢定流程 - 2025-02-25
熱電偶檢定(dìng)裝置:為新(xīn)能源設備提供溫度監測保障(zhàng) - 2025-02-25
壓力校驗儀賦能稀土(tǔ)新材料產業高效生產 - 2025-02-25
準確校驗,安全出行:壓力校驗台助力鐵路儀表(biǎo)管理 - 2025-02-25
幹體爐:滿足醫院多樣化溫度校準(zhǔn)需求 - 2025-02-24
溫度校驗儀:確保工(gōng)業安全的溫度計量安全可靠 - 2025-02-24
車(chē)輛段中壓力校(xiào)驗儀的應用:保障安(ān)全與效率的(de)關鍵 - 2025-02-24
壓力校驗台(tái)與校驗儀:化工、天然氣管道行業的(de)壓力計量保證 - 2025-02-21
守(shǒu)護鋼鐵企(qǐ)業的“液位之眼”—模擬法液位計檢定裝置